
レーザ溶接の自動化されたトータルソリューション
量産時のプロセスモニタリング
プレシテックのモニタリングシステムは、24時間365日稼働する工業生産の多くの分野で使用されています。 溶接プロセス中に記録された測定データは、常時品質管理に使用されます。 溶接の欠陥はオンラインで検出され、適切なタイミングで修正することができます。 コンポーネントIDと紐づけたデータ保存により、一貫したトレーサビリティが可能になります。

溶接プロセスの自動化されたトータルソリューション
- シームトラッキング、ビームガイダンスとビーム成形、オンライン品質管理
- 24時間365日の運用に最適
- 100% のドキュメント化とネットワーク化
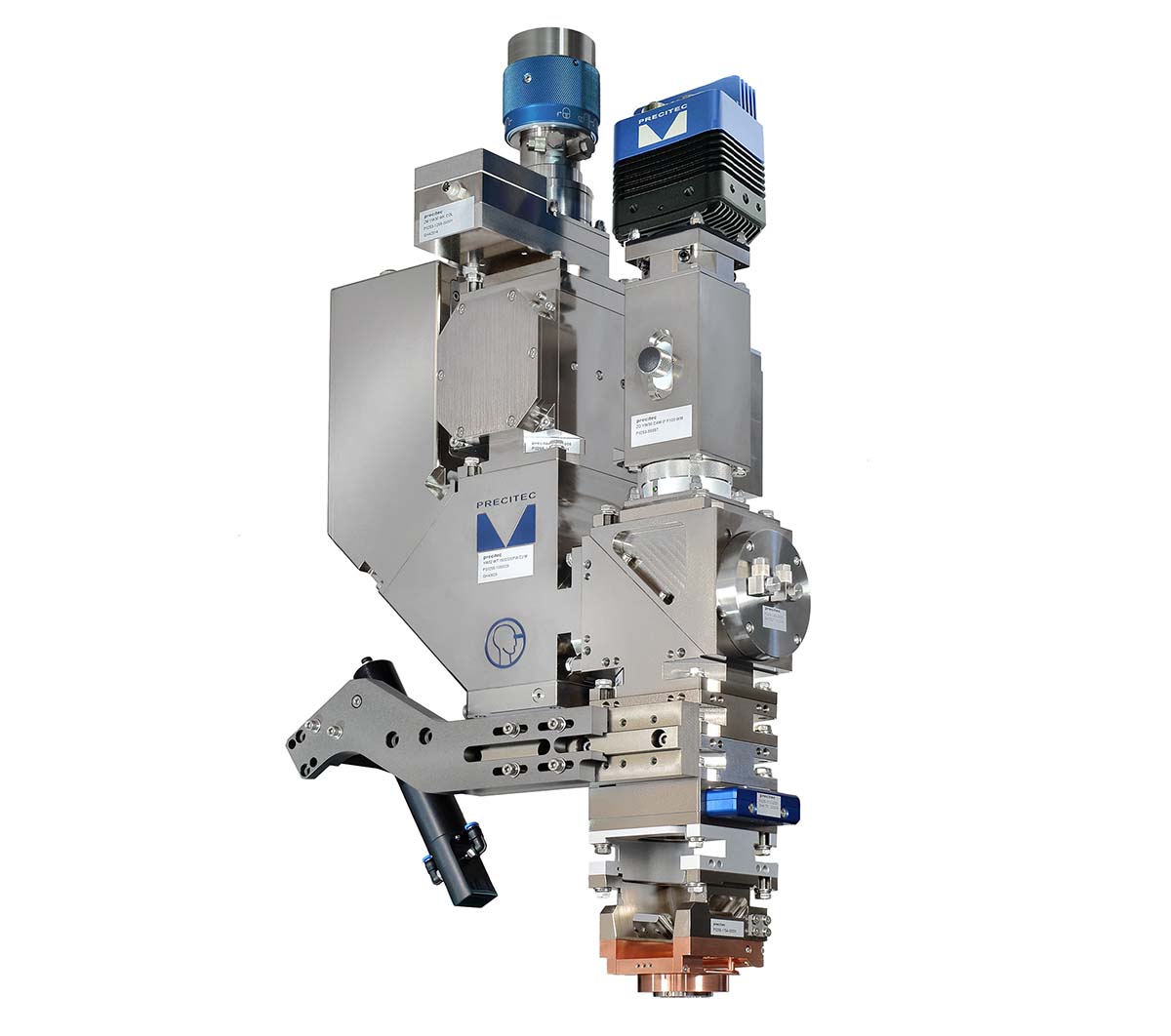
![[Translate to Japanisch:] Laser Welding WeldMaster](/fileadmin/products/laser-welding/weldmaster/Laserschweissen_Produkte_WeldMaster_UEbersicht_768x792.jpg "Laser welding WeldMaster summary")





{kind=link}
{kind=link}
{kind=link}